

– Ngược với mài tròn ngoài, mài trong lỗ có đoạn tiếp xúc dọc trục lớn hơn giữa đá mài và chia tiết. Kết quả là phoi mỏng, dài, dẫn đến bị nén và đẩy vào khoảng trống buồng phoi. Đá mài bị giới gian qua các đường kính lỗ và từ đó thay đổi nhanh kích thước lúc mài.
Đặc điểm của phương pháp mài tròn trong
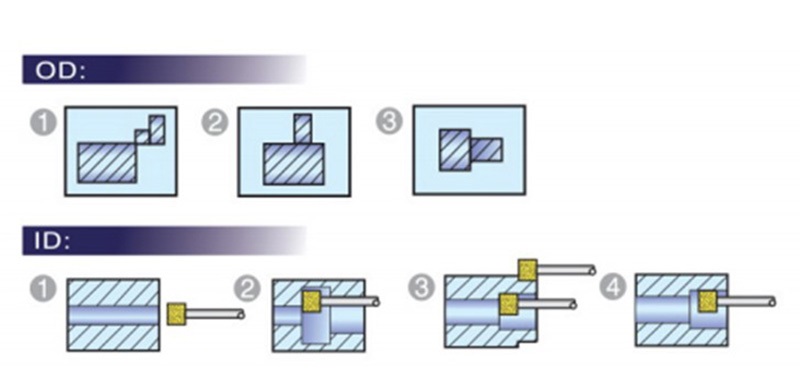
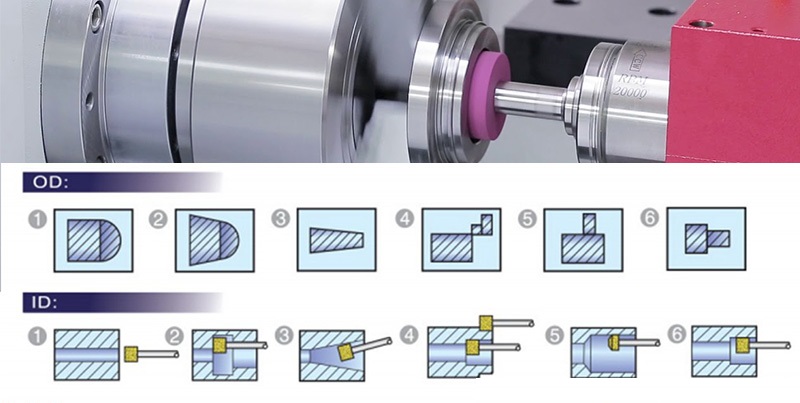
– Mài lỗ có khả năng gia công lỗ trụ, lỗ côn, lỗ định hình. Có hai phương pháp mài lổ: mài lỗ không tâm và mài lỗ có tâm.
- Mài lỗ có tâm thường thực hiện trên các máy mài lỗ chuyên dùng, máy mài vạn năng có đầu mài lỗ hoặc đôi khi trong máy tiện vạn năng có trang bị đồ gá mài lỗ.
- Mài lỗ không tâm là một trong các phương pháp gia công tinh lỗ có năng suất, độ chính xác và độ đồng tâm cao. Chuẩn gia công là mặt ngoài do đó mặt ngoài của chi tiết phải được gia công tinh hoặc bán tinh trước khi mài lỗ. khi mài lỗ không tâm ngoài đá mài, bánh dẫn còn phải có các con lăn đỡ và ép chi tiết tiếp xúc liên tục với bánh dẫn.
Các hệ số ảnh hưởng đến gia công mài tròn
Việc chọn đá mài, chế độ mài đóng vai trò quyết định chất lượng sản phẩm như tiêu chí về độ bóng, độ chính xác. lượng dư được loại bỏ.
+ Chọn đá mài: chọn đá mài hợp lý chất lượng và năng suất cao. Chọn đá mài chú ý các yếu tố vật liệu mài, chất kết dính, độ cứng, kết cấu, độ hạt của đá mài.
+ Chọn chế độ mài: chọn vận tốc đá mài, vận tốc chi tiết, lượng chạy dao ngang và chiều sâu cắt.
Với kỹ thuật mài tiên tiến cùng với nhân viên vận hành máy mài lâu năm chúng tôi gia công mài chi tiết máy với độ chính xác cao cũng như độ bóng tiêu chuẩn.
Đặc biệt chúng tôi có thể gia công Mài các chi tiết với Kích Thước lớn cùng với độ chính xác rất cao.




Be the first to review “Gia công mài tròn trong”